









STEP 1 – BILLET LOADING
The aluminum extrusion process starts when an aluminum log or billet gets loaded on a furnace. The billet can have different diameters depending on the size of the profile we want to extrude.
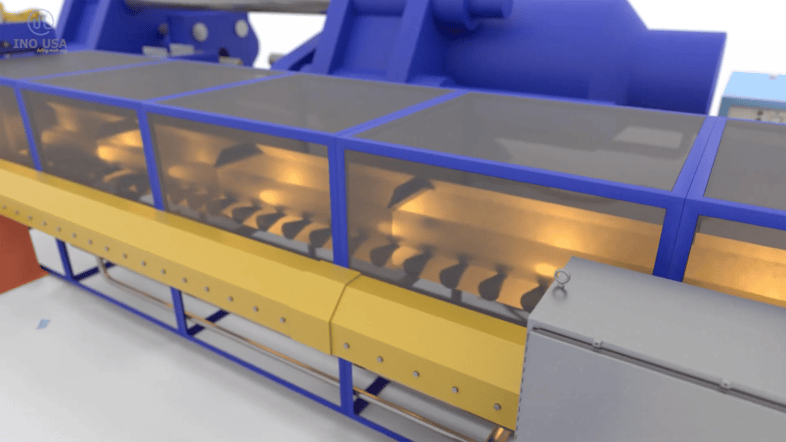
STEP 2 – FURNACE
In the furnace it gets heated up to temperatures ranging from 600 to 1100 degrees Fahrenheit, depending on the size of the log.

STEP 3 – HOT LOG SAW
Once the billet is soft enough, it goes through a hot log saw that cuts a smaller size billet that will go through the extrusion press.

STEP 4 – BILLET TRANSFER
The billet then gets transferred to the press via incline metal conveyor belts or even automatic elevator systems.
STEP 5 – PRESSING THROUGH DIE
Once loaded, a hydraulic press pushes the soft aluminum through a die that will give it the desired shape.
Presses can range from 1,000 to 8,000 metric tons.

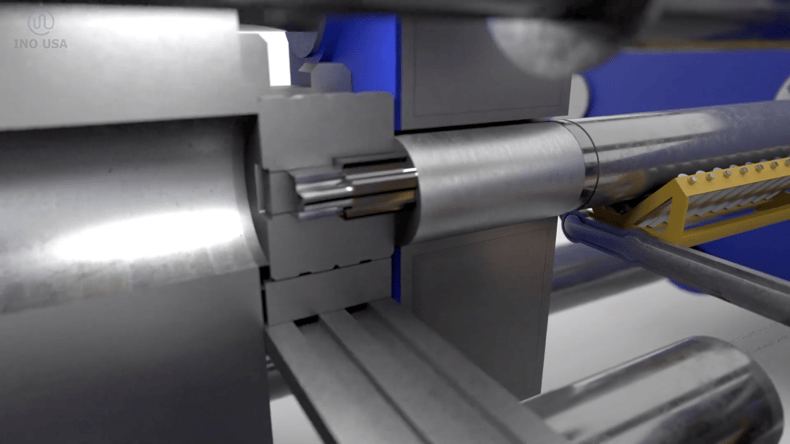
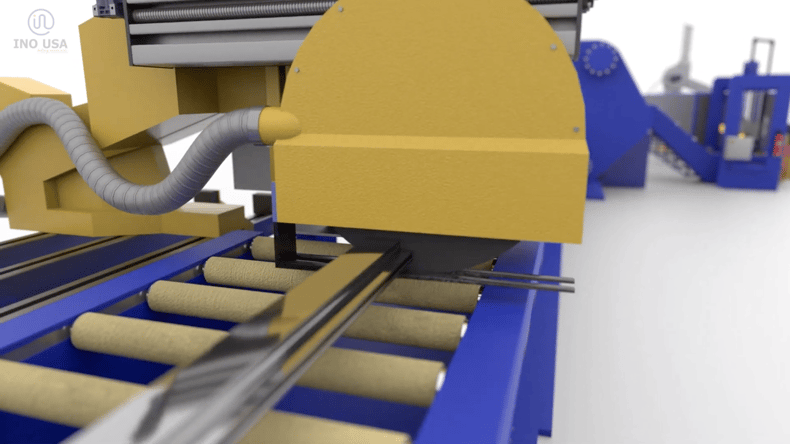
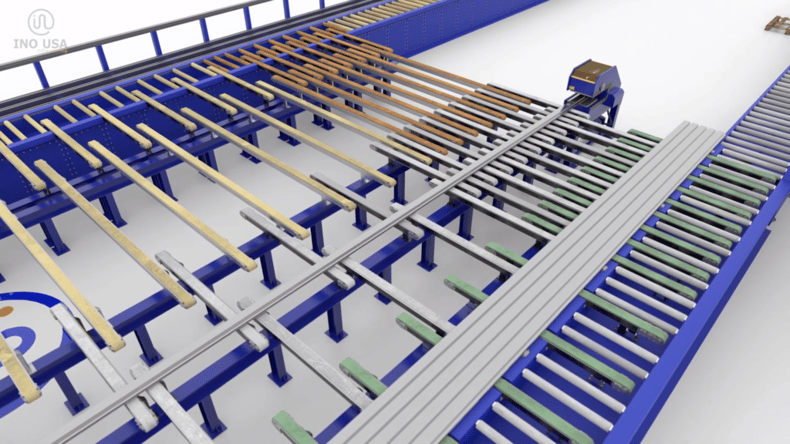
STEP 6 – LEAD OUT TABLE
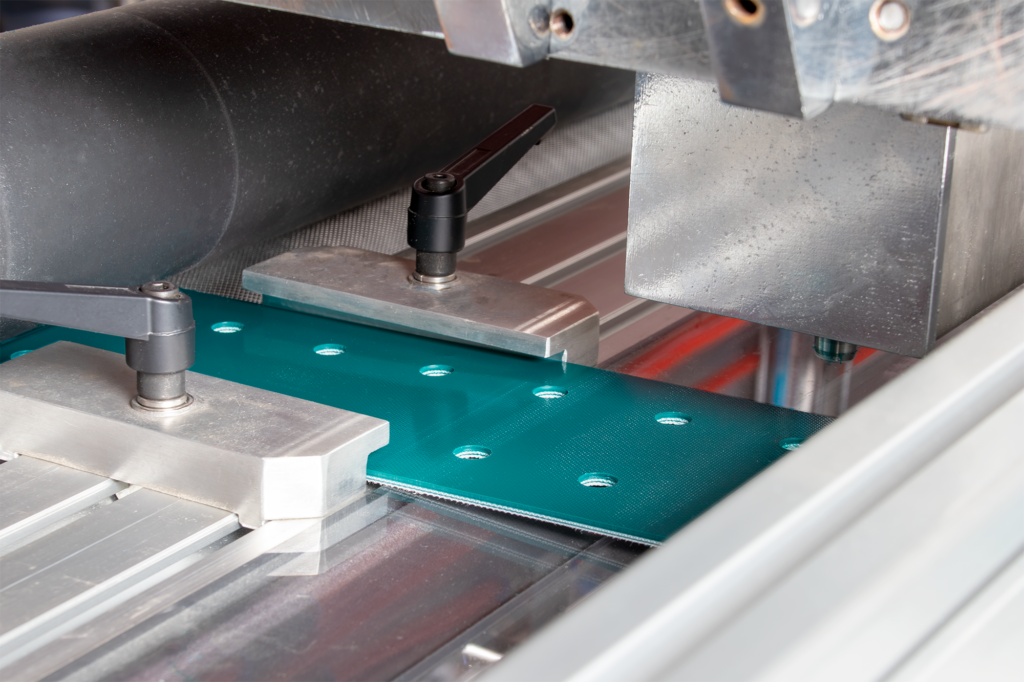
As the profile is extruded it falls into what is called the lead out table. Lead out tables have metal rollers with felt covers that are heat resistant and non-marking. To help cool down the profile faster, the lead out tables are equipped with cooling fans or ducts and sometimes even a flood quench that cools the profiles down by spraying water.
The roller covers featured on the lead-out table have to withstand the hottest temperature of the aluminum extrusion process.
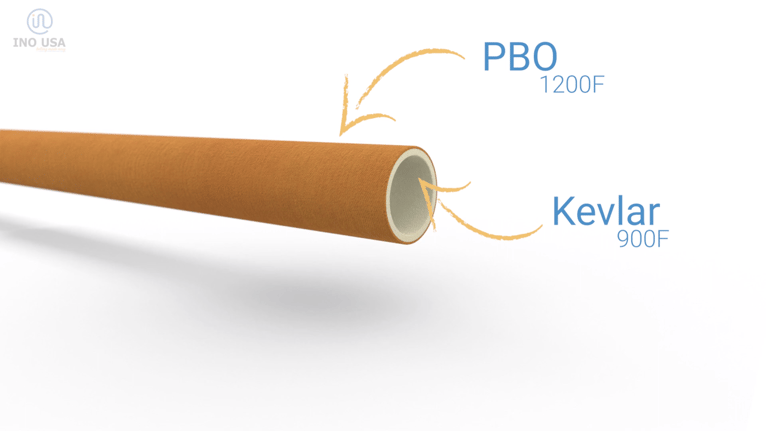
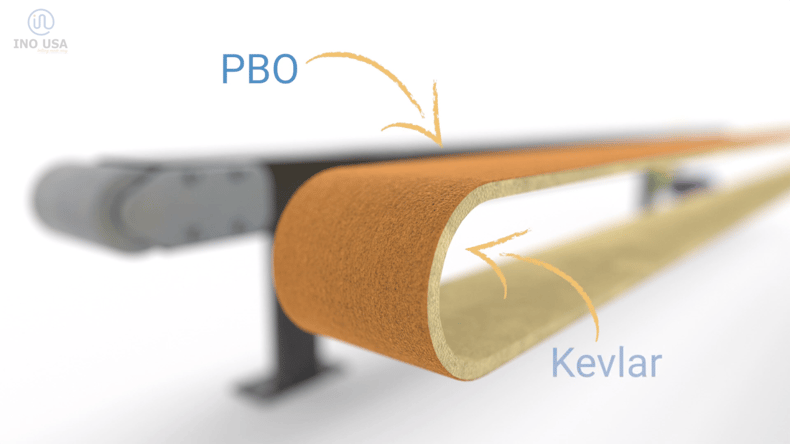
These are felt roller covers composed of two different fibers.
On the top we have PBO, PBO stands for…are you ready? Polybenzoxazole! PBO is a synthetic fiber resistant to around 1200 degrees Fahrenheit for short periods of time.
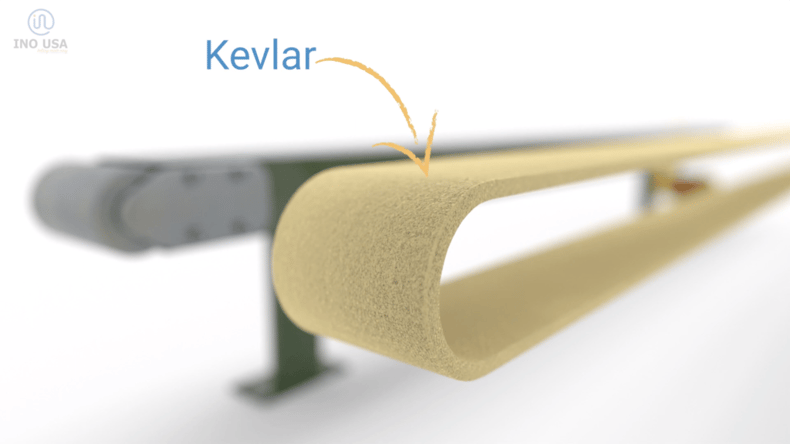
The bottom of the roller has aramid fibers such as Kevlar, which is resistant to around 900 degrees Fahrenheit for short periods of time. This is done to lower the cost of the roller cover. Because PBO is a very expensive fiber, why waste that fiber on the bottom of the roller when the bottom is never going to be exposed to as much heat as the top?
The amount of PBO versus Kevlar will depend on the size of the aluminum profile being extruded. The bigger the profile the longer it will take to cool down and the more PBO fiber we need to use.
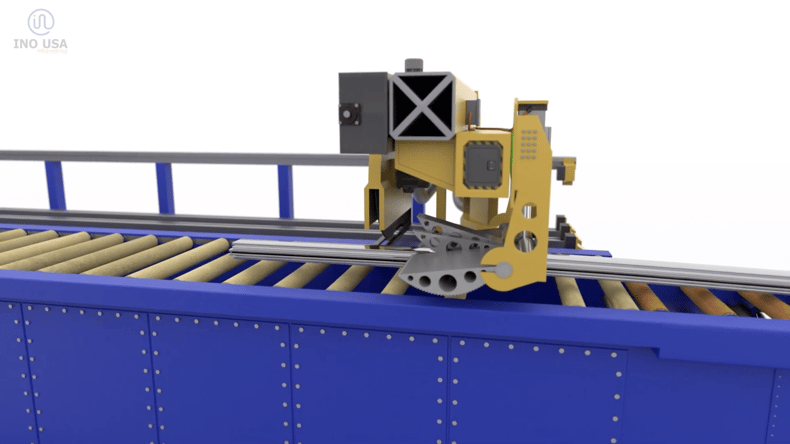
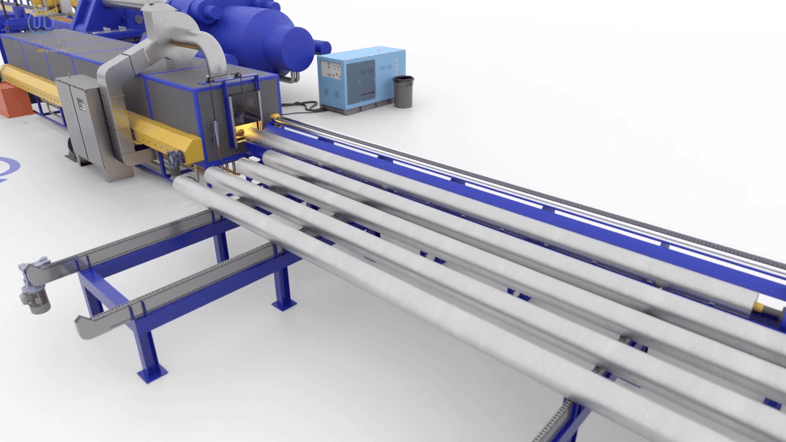
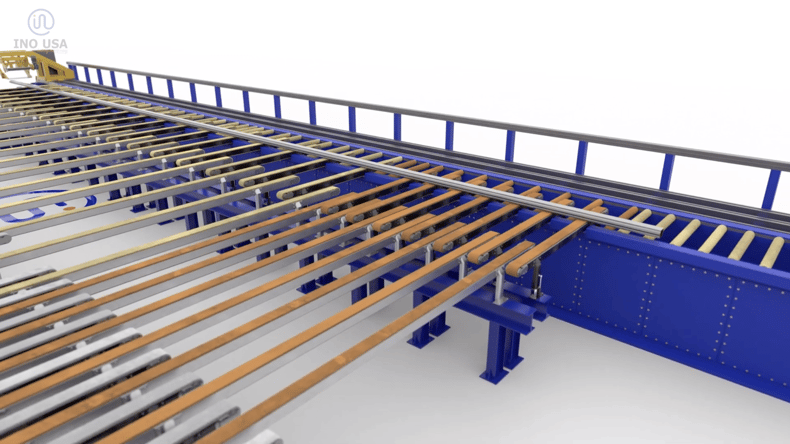
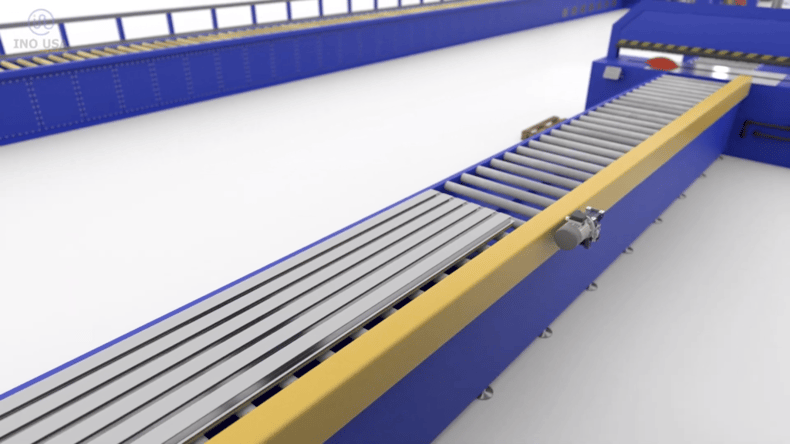
STEP 7 – ELEVATED PULLER/RUN-OUT TABLE
A single head or dual head elevated puller helps pull the profile out of the press further down the line into what is called the run-out table. The run-out is a very long chain-driven roller system or an idler roller conveyor system that keeps moving the profile further down the line. The rollers are also covered with heat resistant and non-marking felt covers.
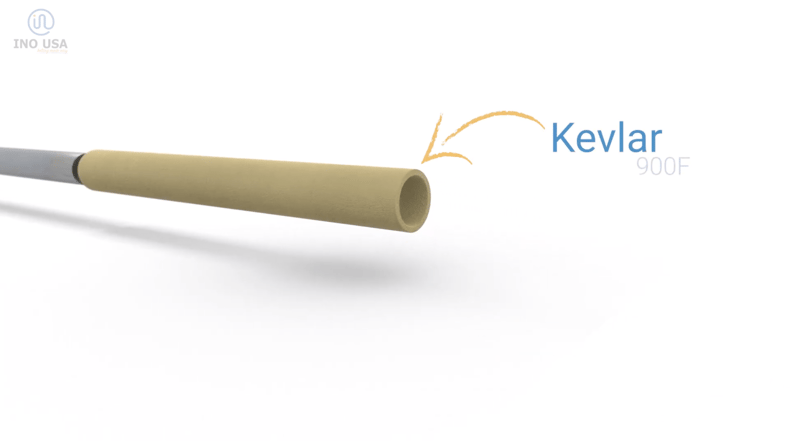
As the profile has cooled down a bit, the roller covers featured on the run-out table will be exposed to temperatures lower than on the lead-out table. These felt roller covers are normally made of 100% aramid fibers like Kevlar.
Kevlar can withstand temperatures up to 900 degrees Fahrenheit for short periods of time.
The felt can also be treated with resin to make the roller cover harder and more resistant to abrasion.
STEP 8 – EXTRUSION SAW
Depending on how long the extrusion is, sometimes it gets cut by a saw called the hot extrusion saw. Sometimes it is a separate machine and other times is built within the puller and it is called the flying hot extrusion saw.
STEP 9 – PROFILE TRANSFER
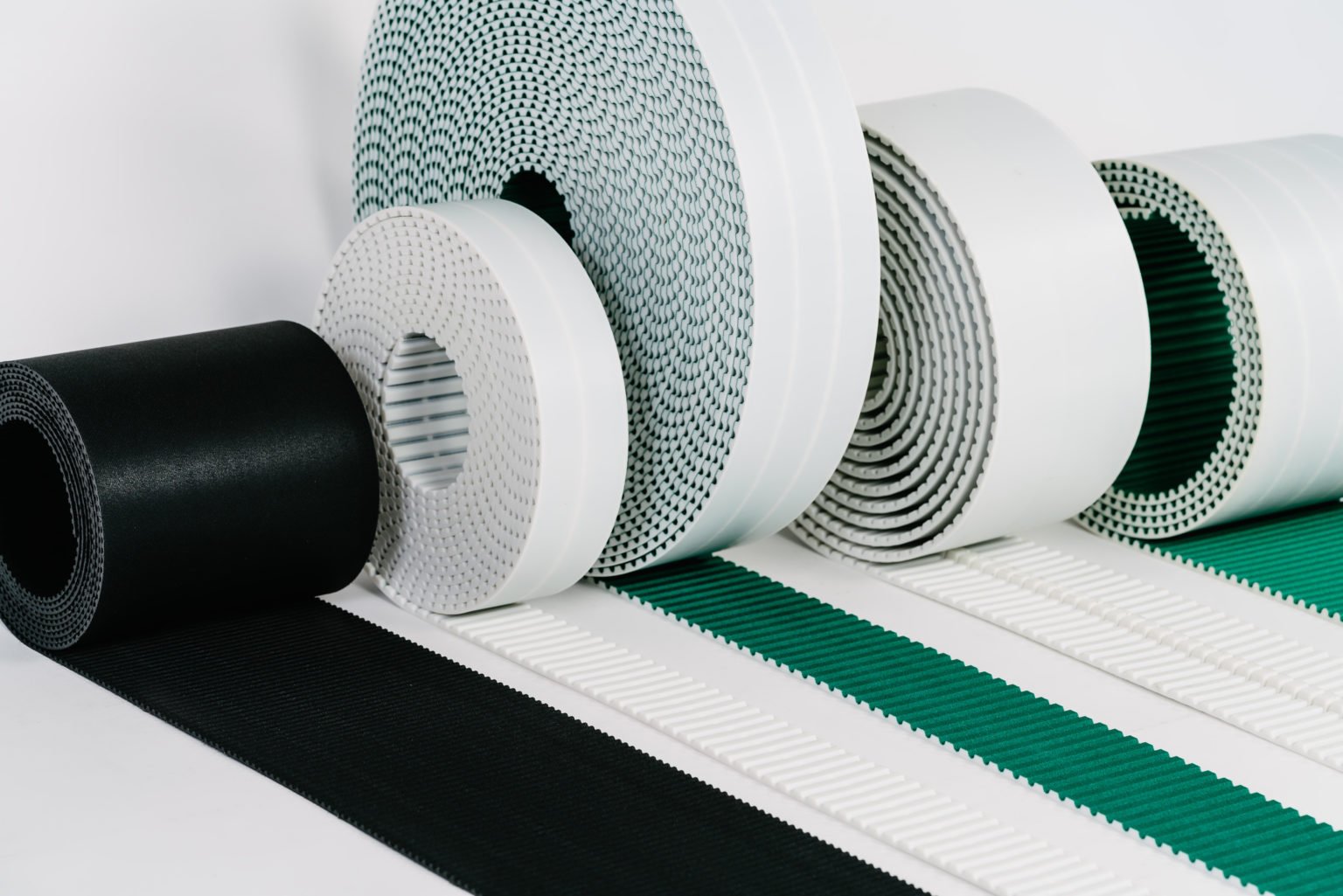
Between the rollers there are conveyor belts that lift the profile and move it to the side. The transfers are normally done by felt belts, although some systems use a walking beam, which is a beam that moves up and down with a forward motion to walk the profile down the line.
The profile moves to another set of belts called the first cooling table, where high temperature resistant felt belts slowly move the profile down the line as it cools down.
The first belts on both the lead-out table and the first cooling table are exposed to the tail end of the extrusion. The tail end of the extrusion still holds some high heat, and these belts move slow.
Because of this, the best belt to use is a felt featuring our friend PBO on the top and aramid fiber like Kevlar on the bottom.
The belt has a scrim or woven textile reinforcement on the lower bottom to give the belt tensile strength and avoid stretching. These scrims are normally done out of polyester or aramid fibers.
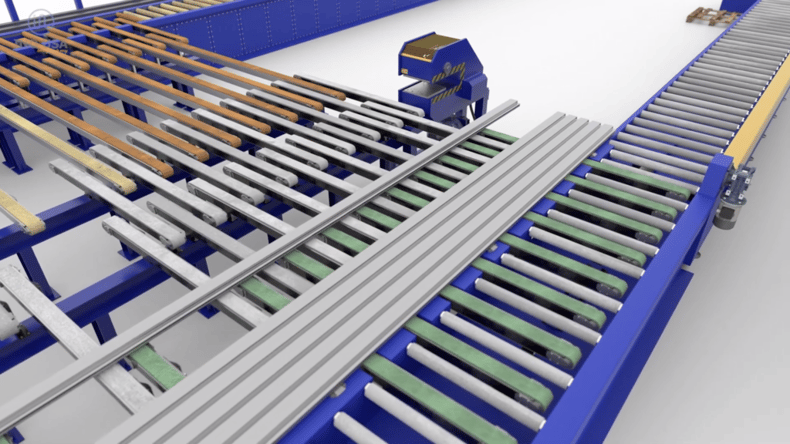
STEP 10 – COOLING TABLE
The rest of the run-out table and first cooling table belts are exposed to lower temperatures so normally belts made out of 100% aramid fiber, such Kevlar, are used here. Just like the previous belts, these belts also have a scrim fabric reinforcement to avoid stretching.
Newer lines that are conveying bigger and heavier profiles use polyurethane timing belts that have an aramid felt cover welded on top. These timing belts are steel, or aramid reinforced in their core, so they don’t stretch. Some belts can also have a V-guide on the center back to help with tracking.
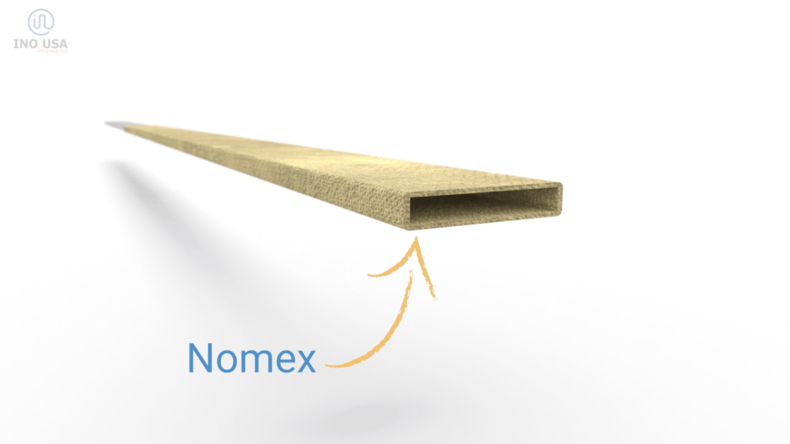
STEP 11 – SECOND COOLING TABLE
From the first cooling table, the profiles get transferred to a second cooling table for a stretching operation. The temperature has cooled down at this point, so different fibers can be use on these belts.
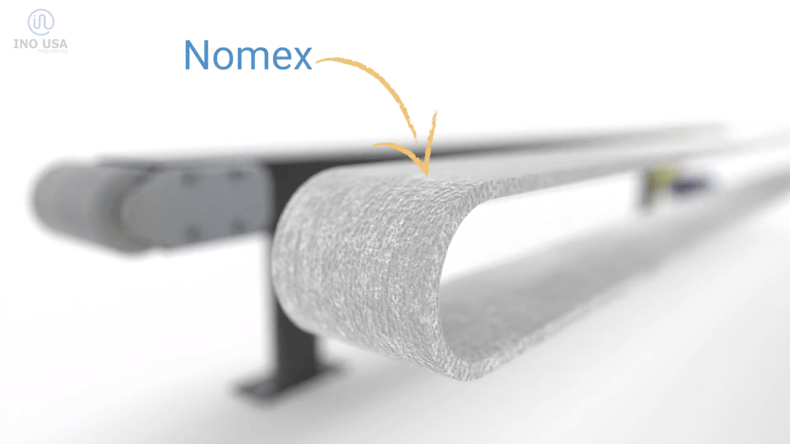
On this tables, meta-aramid fibers such as Nomex can be used. Nomex can be exposed to intermittent temperatures up to 450 degrees Fahrenheit.
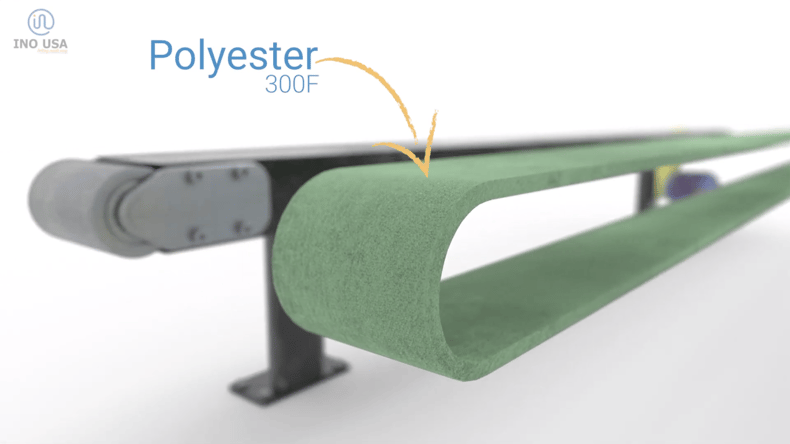
If the profile has cooled down faster, then other lower cost synthetic fibers can be used, like polyester. Polyester can resist temperatures up to 300 degrees Fahrenheit for short periods of time.
And just like with the roller covers, these belts can be treated with resin to make them more abrasion resistant.
STEP 12 – STRETCHING THE PROFILE
Two hydraulic clamps pull the profile from opposite sides to stretch it and make sure it is straight.
STEP 13 – MOVING TO STORAGE TABLE
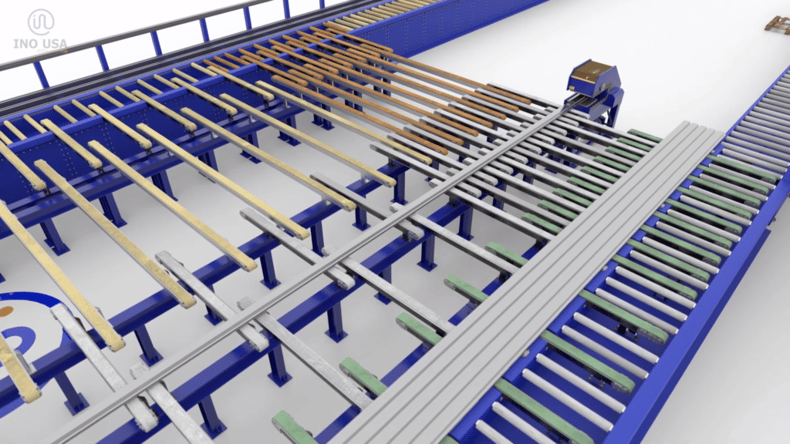
After the profile is stretched, it moves down the line to the storage tables via felt belts or walking beams. Like on the second cooling table, the profile here is much cooler.
STEP 14 – MOVING PROFILE TO FINISH/BATCH SAW
The storage table ends on another long roller bed. These rollers have polyester felt covers or plastic covers. The rollers, weather driven or gravity, move the profiles to the finish saw or the batch saw.

The most cost-efficient solution for this roller bed is to use polyester felt roller covers. The temperature here is low, so polyester is the best fiber to be used. And because it is a felt roller cover, the roller will be nice an easy on the profile and it won’t scratch it or leave marks.

STEP 15 – FINISH SAW
The finish saw cuts the profiles to the exact length needed.

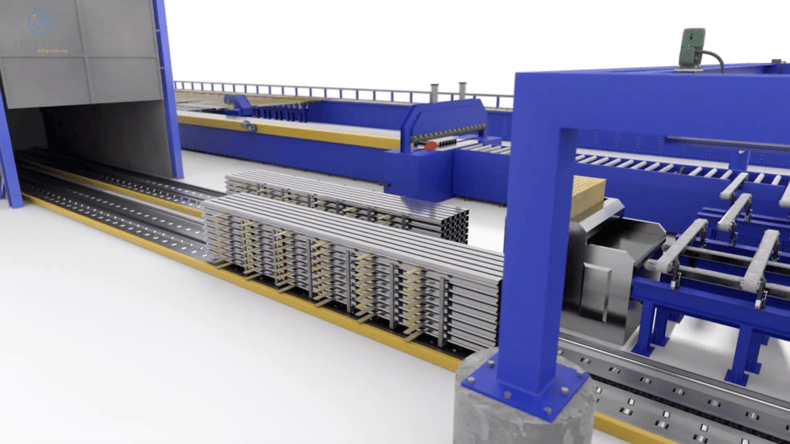
STEP 16 – MOVING PROFILE TO STACKER
After cutting, a set of two or three tables of belts move the profile down to the stacker or cradle. On the stacker, the profiles sit on a separator bar fitted inside a meta-aramid sleeve, so as to not scratch the finished product. Several layers of aluminum profiles get stacked with separator bars in between.

STEP 17 – STACKING PROFILES ON SEPARATOR
The separator bars are normally put inside a felt sleeve. These felt sleeves are there to avoid direct contact between the metal and the extrusion so as to not damage the extrusion.
The most common fibers used here are meta-aramid fibers such as Nomex. These are the recommended fibers because the sleeve will be exposed to high temperatures in the aging oven afterwards.
The sleeves can be closed on one end and open on the other, like a sock, or they can be open on both ends. They are normally quite thin, around 2mm thick or so.
STEP 18 – HARDENING ALUMINUM IN AGING OVEN
The stacked profiles transfer to an aging oven. In the aging oven, the aluminum hardens at temperatures from 250 to 400 Fahrenheit. In some cases, profiles go through an annealing process at higher temperatures.
WATCH THE ALUMINUM EXTRUSION PROCESS BELOW




LEAVE A REPLY